 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Introducere în procesul de extrudare a țevilor, echipamente, defecte de calitate etc.
Ningbo Fangli Technology Co., Ltd.este oproducator de echipamente mecanicecu peste 30 de ani de experiență înechipamente de extrudare a conductelor din plastic,noi echipamente pentru protecția mediului și noi materiale.De la înființare, Fangli a fost dezvoltat pe baza cerințelor utilizatorilor. Prin îmbunătățirea continuă, cercetare și dezvoltare independentă privind tehnologia de bază și digestia și absorbția tehnologiei avansate și alte mijloace, am dezvoltatLinie de extrudare a conductelor din PVC,Linie de extrudare a conductelor PP-R, Linie de extrudare de alimentare cu apă/conducte de gaz PE, care a fost recomandat de Ministerul Construcțiilor chinez pentru a înlocui produsele importate. Am câștigat titlul de „Marcă de primă clasă în provincia Zhejiang”.
I. Fluxul procesului
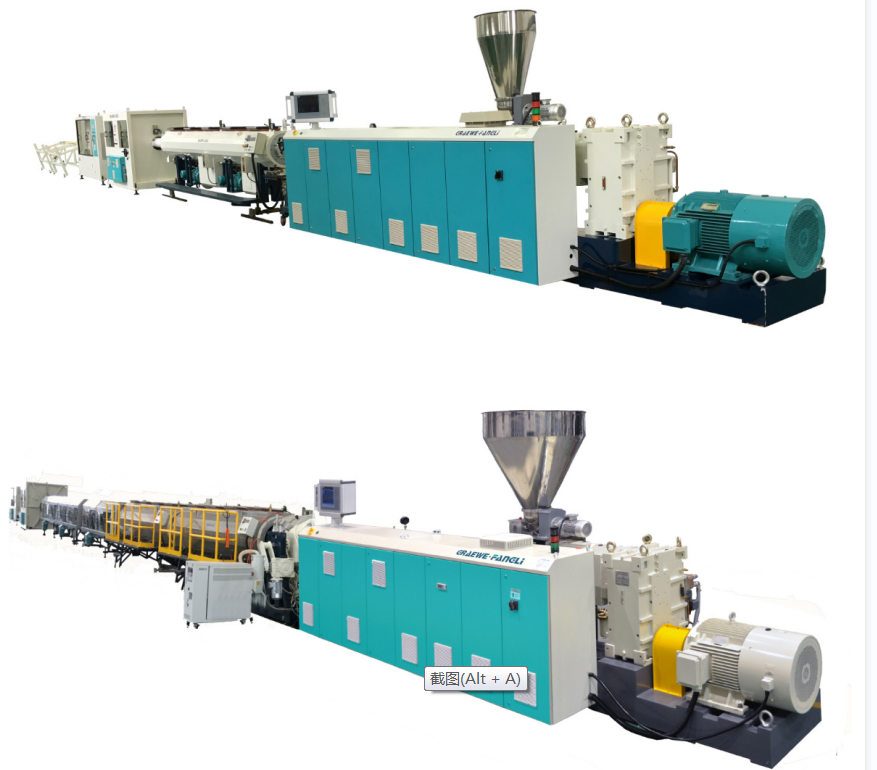
În prezent, țevile din PVC și PO sunt produsele de cel mai mare volum atât pe plan intern, cât și internațional.Figura 1prezintă diagrama fluxului procesului de producție pentru țevile din poliolefină (PO). Plasticul este introdus în matrița de gol inelară (2) de către șurub ca o topitură plastifiată uniform, extrudand o țeavă paraison. Acesta intră imediat în unitatea de calibrare (3) pentru răcire și dimensionare, apoi suferă o răcire suplimentară suficientă în rezervorul de răcire (4). Țeava este scoasă cu viteză constantă de către reglabilunitate de transport(6)și în cele din urmă tăiați la lungimile specificate cu tăietorul (7). Țevile cu pereți subțiri cu diametre mai mici de 160 mm pot fi înfășurate în rulouri de bobinatorul (9).

Figura 1 Diagrama schematică a fluxului procesului de producție a conductelor PO
1---Extruder; 2---PipeMuri; 3---Manșon de calibrare;
4---Răcire de calibrare în vid; 5---Rezervor de răcire;
6---Unitate de transport; 7---Cutter;
8---Imprimanta; 9---Bobinator
II. Proces și echipamente
Pentru producția de țevi PO, aextruder cu un singur șurub de înaltă eficiențăar trebui selectat. Zona de alimentare folosește un butoi canelat axial. Raportul dintre lungimea șurubului și diametrul (L/D) este de 30–33:1. Structura șurubului este un design în două etape, cu adâncime și pas variabile: pasul în secțiunea de alimentare este mai mic decât diametrul șurubului, în timp ce pasul în secțiunile de topire și omogenizare este mai mare decât diametrul șurubului. Pentru a spori eficiența amestecării, unele șuruburi sunt echipate cu elemente suplimentare pentru cap de amestecare. Acest tip de extruder cu un singur șurub oferă un randament relativ ridicat și o plasificare bună. De exemplu, un extruder cu un singur șurub cu diametrul șurubului de 90 mm poate obține o producție de peste 600 kg/h. În plus, producția de țevi PO umplute cu carbonat de calciu, sulfat de bariu, făină de lemn sau fibre de sticlă utilizează de obicei extrudere cu două șuruburi co-rotative.
Producția de țevi din PVC este fundamental similară cu cea a țevilor PO. Utilizate în mod obișnuit sunt contrarotative conice sauextrudere paralele cu două șuruburi, permițând extrudarea directă a pulberii uscate de amestec. Producția lor variază de la 10 kg/h pentru țevi cu diametru mic până la 1100 kg/h pentru țevi cu diametru mare. Raportul L/D șurub a crescut de la ultimii 18:1 la 25:1. De exemplu, aextruder cu două șuruburicu un diametru șurub de 90 mm poate atinge o putere de peste 300 kg/h.
După cum se poate observa din figura 1, echipamentul din aval de extrudare a conductelor constă în principal din rezervorul de apă de răcire,unitate de transport, tăietor, bobinator, sau dump table.
Când conducta iese din unitatea de calibrare și răcire, nu este complet răcită la temperatura camerei. Dacă nu este răcit în continuare, gradientul de temperatură existent în direcția radială a peretelui conductei poate face ca stratul exterior deja întărit să se înmoaie din nou din cauza creșterii temperaturii, ducând la deformare. Pe de altă parte, conducta trebuie să reziste, de asemenea, la solicitările de la echipamentul de transport, tăiere și bobinare. Prin urmare, căldura reziduală trebuie îndepărtată, răcind conducta la temperatura camerei. Metodele de răcire includ baia de apă și răcirea prin pulverizare. Într-un rezervor de răcire pe baie de apă, nivelul apei ar trebui să scufunde complet conducta. Rezervorul este împărțit în mai multe secțiuni. Intrarea apei de răcire este setată la ultima secțiune, ceea ce face ca direcția de curgere a apei să fie opusă direcției de extrudare a conductei, creând un gradient de temperatură de răcire. Acest lucru are ca rezultat o răcire mai graduală a țevii și o tensiune internă mai mică. Distanța dintre rezervorul de apă de răcire și unitatea de calibrare/răcire nu trebuie să depășească o zecime din lungimea totală de răcire; în caz contrar, diferența de temperatură dintre peretele exterior al țevii și apa de răcire poate crește excesiv. Deși metoda băii de apă este simplă, diferențele de temperatură între straturile de apă superioare și inferioare din rezervor pot cauza răcirea neuniformă și îndoirea țevii. În plus, forțele de flotabilitate care acționează asupra țevii pot cauza cu ușurință deformare, făcând această metodă deosebit de nepotrivită pentru răcirea țevilor cu diametru mare.
Funcția deunitate de evacuare a conducteloreste de a oferi o anumită viteză și forță de ridicare țevii deja dimensionate și răcite, depășind forța de frecare generată de dispozitivul de dimensionare pe țeavă, trăgând astfel țeava cu o viteză constantă către bobinator sau masa de descărcare. Unitatea de evacuare este una dintre piesele cheie ale echipamentului din aval pentru producția de conducte și trebuie să îndeplinească următoarele cerințe.
(1)Theridicareviteza trebuie să poată fi reglată fără trepte și lină, asigurând o viteză constantă de remorcare. Viteza instabilă de evacuare va face ca diametrul conductei să fluctueze. Viteza de extragere trebuie să fie strâns coordonată cu viteza de extrudare. Grosimea peretelui țevii este reglată prin reglarea vitezei de scoatere: o viteză mai mică de scoatere are ca rezultat pereți mai groși, viteza mai mare are ca rezultat pereți mai subțiri. Selectarea vitezei corecte de transport este o metodă eficientă pentru a asigura conformitatea dimensională a produsului. Modelele moderne pot atinge viteze maxime de transport de până la 30 m/min.
(2)O constantăridicareforța trebuie menținută, fără niciun fenomen push-pull, altfel poate provoca defecte de ondulare a suprafeței țevii. De asemenea, este necesară o forță de tragere suficientă. Forța de ridicare necesară crește odată cu suprafața de contact și presiunea radială de dimensionare. Pentru conductele cu diametru mic și mediu, forța de scoatere este în general de 100–600 N; pentru conductele cu diametru mare, este în general 800–10.000 N.
(3) Forța de strângere aunitate de transportprinderea trebuie să fie reglabilă și capabilă să prindă țevi de diferite diametre fără a provoca deteriorarea sau deformarea suprafeței. În prezent, prinderile de tip omidă sunt utilizate pe scară largă. Acestea constau din 2 până la 12 șine dispuse uniform în jurul țevii. Şenilele sunt încorporate cu un anumit număr de blocuri de prindere din cauciuc/plastic, majoritatea concave sau unghiulare pentru a mări suprafaţa de aplicare radială a ţevii. Ajustarea forței de prindere se realizează prin mecanisme pneumatice, hidraulice sau șurub-piuliță. Numărul de piste crește odată cu diametrul conductei.
După ce țeava este trasă la o anumită lungime, trebuie tăiată la lungime. Frezele sunt de diferite tipuri, selectate în funcție de diametrul țevii și grosimea peretelui, tipul materialului, lungimea tăierii, calitatea tăierii, forma de tăiere etc. Frezele automate de tip ghilotină și ferăstrăile circulare radiale sunt potrivite pentru tăierea țevilor cu diametru mic și mediu; frezele automate planetare sunt potrivite pentru țevi cu diametru mare. La primirea comenzii de tăiere, tăietorul prinde țeava cu o clemă și se mișcă în direcția de scoatere a țevii în timp ce finalizează acțiunea de tăiere. După tăiere, un mecanism pneumatic îl împinge înapoi în poziția de resetare.
Bobinator și masă de descărcare. Doar țevile care nu se deformează la îndoire sunt înfășurate în colaci cu ajutorul unui bobinator, cu tăiere și descărcare automată. Viteza liniară de înfășurare este sincronizată cu viteza de extrudare și poate fi ajustată continuu. Când viteza de extrudare este mai mică de 2 m/min, se folosește în general o bobinatoare cu o singură stație; atunci când viteza de extrudare depășește 2 m/min, trebuie utilizată o bobinatoare cu două stații sau chiar cu mai multe stații.
III. Factori cheie pentru controlul defectelor conductelor
Urmând ordinea fluxului procesului din Figura 1, factorii cheie legați pentru eliminarea defectelor de calitate sunt enumerați mai jos.
(1)Secțiunea de hrănire:Formularea materiei prime; forma și dimensiunea materiilor prime; metoda de colorare; metoda de uscare; amestec de material remacinat/reciclat; tipuri și dozare de aditivi; capacitatea de răcire a gâtului buncărului.
(2)Extruder: Diametrul șurubului; raport L/D șurub; raportul de compresie a șuruburilor; tipul structurii șuruburilor; viteza șurubului; performanța ventilației; controlul temperaturii șuruburilor; controlul încălzirii și răcirii butoiului; profile de temperatură de-a lungul zonelor extruderului; cuplul extruderului; consumul de energie; adaptor; selectarea și controlul temperaturii pentru schimbătorul de ecran; tipul și specificațiile pachetului de ecran.
(3)Muri:Gap al matriței; lungimea terenului; tipul structurii matriței; forma canalului de curgere; distribuția topiturii; reglarea și controlul temperaturii; presiunea capului matriței; controlul grosimii peretelui.
(4) Calibrare și răcire:Metoda de calibrare; dimensiunile calibratorului; cutie de vid nivelul de vid sau presiunea internă a tubului de calibrare a presiunii și lungimea aerului; etanșarea sistemului de calibrare; timpul de calibrare; debitul apei de răcire; temperatura apei de răcire; metoda de racire.
(5)Rezervor de apă de răcire:Metoda de răcire; dispunerea conductei de apă; debitul apei de răcire; lungimea rezervorului de răcire; temperatura apei de răcire; eficacitatea răcirii conductelor.
(6)Unitate de transport: Viteza de transport și control; calibrarea forței de tracțiune; forța de strângere și control; numărul de piste și lungimea efectivă; duritatea suprafeței și forma blocurilor de prindere; suprafata de contact de tractiune.
(7) Cutter: Tip cutter; profilul și materialul dinților pânzei de ferăstrău; mecanism de resetare; colectarea așchiilor și îndepărtarea prafului; controlul zgomotului; setarea sistemului de limitare; mecanism de prindere; sistem de acționare și putere; sistem automat de acțiune de tăiere.
(8)Bobinator & Dump Table: Controlul tensiunii; sistem de comandă tăiat în lungime; selectarea stației de bobinare; diametrul bobinajului; indicație de acțiune de descărcare; viteza liniară a înfășurării.
(9) Anexă:Condiții pentru producția automată:Măsurarea grosimii peretelui; controlul diametrului exterior; măsurarea greutății și statisticile producției; starea de funcționare a pompei de topire a angrenajului; sistem de centrare a matriței.
Dacă aveți nevoie de mai multe informații,Ningbo Fangli Technology Co., Ltd.vă întâmpină să contactați pentru o anchetă detaliată, vă vom oferi îndrumări tehnice profesionale sau sugestii de achiziție de echipamente.
Trimite o anchetă


X
Folosim cookie-uri pentru a vă oferi o experiență de navigare mai bună, pentru a analiza traficul site-ului și pentru a personaliza conținutul. Prin utilizarea acestui site, sunteți de acord cu utilizarea cookie-urilor.
Politica de confidențialitate