 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Șurubul extruderului este adesea uzat? Există aceste motive principale!
Ningbo Fangli Technology Co., Ltd. este un producător de echipamente mecanice cu aproape 30 de ani de experiență în domeniulechipamente de extrudare a conductelor din plastic, noi echipamente pentru protecția mediului și noi materiale. De la înființarea sa, Fangli a fost dezvoltat pe baza cerințelor utilizatorilor. Prin îmbunătățirea continuă, cercetare și dezvoltare independentă privind tehnologia de bază și digestia și absorbția tehnologiei avansate și alte mijloace, am dezvoltatLinie de extrudare a conductelor din PVC, Linie de extrudare a conductelor PP-R, Linie de extrudare de alimentare cu apă / gaz PE, care a fost recomandat de Ministerul Construcțiilor chinez pentru a înlocui produsele importate. Am câștigat titlul de „Marcă de primă clasă în provincia Zhejiang”.
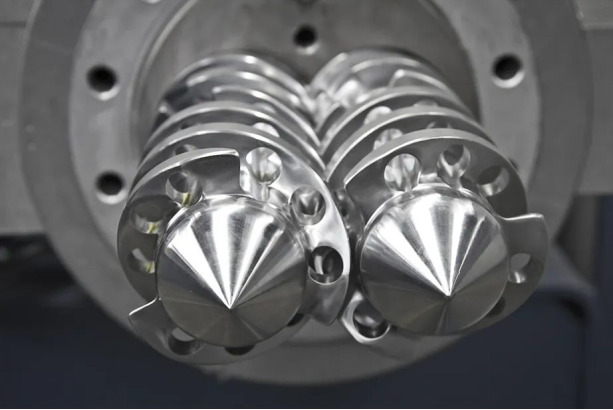
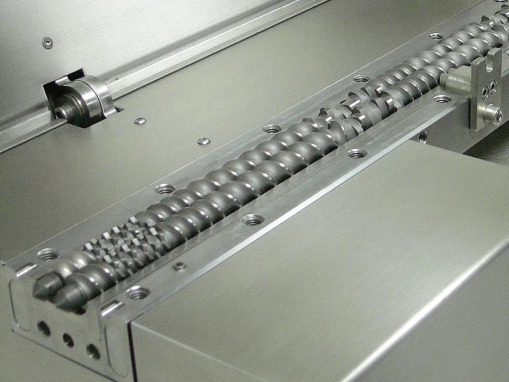
Extruder cu șurubeste echipamentul de bază al modificării de formare și amestecare a plasticului. În procesul de producție propriu-zis de modificare a amestecului, șurubulextruderse află într-un mediu dur de înaltă presiune și temperatură ridicată și suportă frecare și forță de forfecare uriașă.
Datorită mediului de lucru special, theextruderșurubul nu este o frecare obișnuită metal-metal, ci un metal-polimer, astfel încât uzura suprafeței șurubului este adesea gravă.
Uzura șurubului crește distanța dintre șurub și cilindru, ceea ce afectează compresia și forfecarea șurubului pe material, ducând astfel la o scădere a calității produsului. Pe de altă parte, înlocuirea frecventă a șuruburilor uzate nu numai că crește costul, ci și întârzie planul de producție, rezultând o eficiență mai scăzută a producției.
În general, șurubul este casat din cauza uzurii pe termen lung, iar spațiul dintre șurub și cilindr este prea mare pentru a fi extrudat în mod normal. Cu toate acestea, există și cazuri în care solicitarea de lucru cauzată de proiectarea sau funcționarea necorespunzătoare depășește limita de rezistență și este deteriorată. Următoarea este o scurtă introducere în cauzele uzurii șurubului de extrudare:
1 Temperatura de procesare
Fiecare tip de plastic are un interval ideal de temperatură de procesare a plastificării. Temperatura de procesare a butoiului trebuie controlată pentru a se apropia de acest interval de temperatură. Când particulele de plastic intră în butoi din buncăr, ele vor ajunge mai întâi în secțiunea de alimentare, unde va avea loc inevitabil frecarea uscată. Când aceste materiale plastice nu sunt încălzite suficient și topirea este neuniformă, este ușor să formați peretele interior al cilindrului și suprafața șurubului pentru a crește uzura.
În mod similar, în secțiunea de compresie și secțiunea de omogenizare, dacă starea de topire a plasticului este dezordonată și neuniformă, uzura va fi de asemenea accelerată.

2 Viteză
Viteza trebuie reglată corespunzător. Unele materiale plastice sunt adăugate cu agenți de întărire, cum ar fi fibra de sticlă, minerale sau alte materiale de umplutură. Forța de frecare a acestor substanțe asupra materialelor metalice este adesea mult mai mare decât cea a materialelor plastice topite.
Dacă se folosește o viteză mare de rotație, este ușor să rupeți fibra de armare, îmbunătățind în același timp forța de forfecare a plasticului. Fibra ruptă conține capete ascuțite, ceea ce mărește foarte mult forța de uzură. Când mineralele anorganice alunecă pe suprafața metalului cu viteză mare, efectul lor de răzuire nu este mic. Prin urmare, viteza nu ar trebui să fie prea mare.
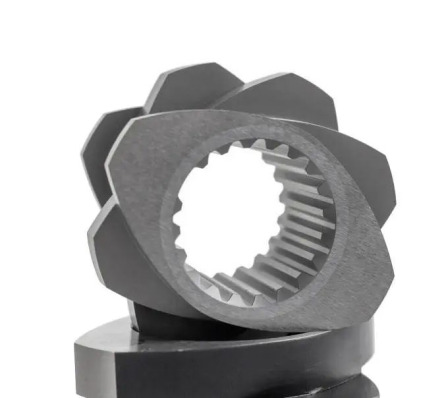
3 Distanță între șurub și cilindru
Șurubul se rotește în butoi, iar frecarea dintre material și cele două face ca suprafața de lucru a șurubului și a cilindrului să se uzeze treptat, diametrul șurubului se reduce treptat, iar diametrul găurii interioare al cilindrului crește treptat. În acest fel, distanța de diametru de potrivire dintre șurub și cilindr crește ușor odată cu uzura treptată a celor două.
Cu toate acestea, deoarece rezistența capului și a plăcii de despărțire din fața cilindrului nu s-a schimbat, fluxul de scurgere al materialului extrudat este crescut atunci când se deplasează înainte, adică fluxul materialului de la golul de diametru la alimentare. direcția este crescută. Ca urmare, producția de mașini din plastic a scăzut. Acest fenomen crește timpul de rezidență al materialelor în butoi, provocând descompunerea materialului. În cazul PVC-ului, gazul clorhidric generat din descompunere întărește coroziunea șurubului și a cilindrului.

4 Plastificarea neuniformă a materialelor sau a materialelor străine metalice
Deoarece materialele nu sunt plastifiate uniform sau materii străine metalice sunt amestecate în materiale, cuplul șurubului crește brusc. Acest cuplu depășește limita de rezistență a șurubului, determinând ruperea șurubului. Acesta este un accident neconvențional.
Cele de mai sus sunt cele mai frecvente cauze ale uzurii șurubului și sperăm că prin conținutul de mai sus, putem înțelege mai bine șurubul de extrudare.
Reducerea uzurii șurubului și prelungirea duratei de viață a șurubului vor reduce considerabil costurile de întreținere ale echipamentelor, vor asigura calitatea produselor și vor aduce beneficii economice mai mari întreprinderilor.
Dacă aveți nevoie de mai multe informații, Ningbo Fangli Technology Co., Ltd. vă întâmpină să contactați pentru o anchetă detaliată, vă vom oferi îndrumări tehnice profesionale sau sugestii de achiziție de echipamente.
Trimite o anchetă


X
Folosim cookie-uri pentru a vă oferi o experiență de navigare mai bună, pentru a analiza traficul site-ului și pentru a personaliza conținutul. Prin utilizarea acestui site, sunteți de acord cu utilizarea cookie-urilor.
Politica de confidențialitate